Makinë bluarjeje me kokë të kundërta BOSM -6010
1. Përdorimi i makinës:
Makina shpuese dhe frezuese me dy kolona BOSM- 6000* 1000 me rreze fikse CNC është një vegël makine speciale për përpunimin e krahëve/shkopinjve të ekskavatorit. Jastëk, mund të realizojë përpunimin e shpejtë të pjesës së punës, pjesa e punës mund të shpohet, bluhet dhe mërzitet brenda intervalit efektiv të goditjes, pjesa e punës mund të përpunohet në vend në të njëjtën kohë (nuk ka nevojë për shtrëngim dytësor), shpejtësia e ngarkimit dhe shkarkimit është i shpejtë, shpejtësia e pozicionimit është e shpejtë dhe saktësia e përpunimit është e lartë. Efikasitet i lartë dhe i lartë i përpunimit.
2.Makinë strukturënveçoritë:
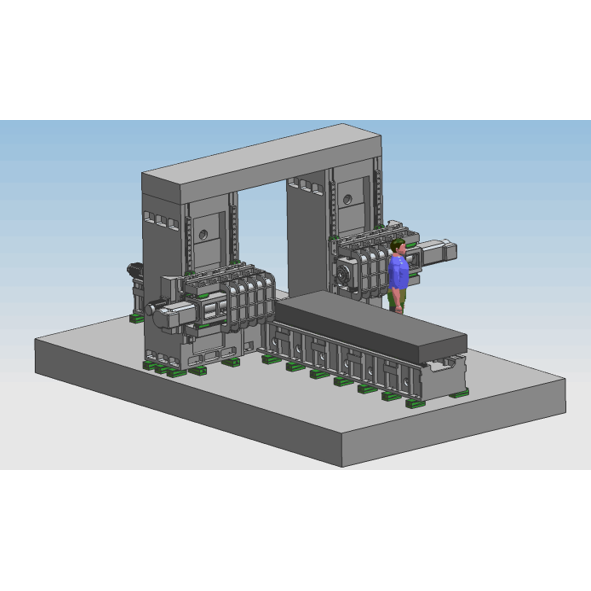
Përbërësit kryesorë të veglës së makinës: shtrati, tavolina e punës, shtylla majtas dhe djathtas, trarët, trarët lidhës të portave, shalët, deshët, etj., pjesët e mëdha janë prej formimi me rërë rrëshirë, derdhje hekuri gri me cilësi të lartë 250, të pjekura në nxehtësi. gropa e rërës → plakja me dridhje → trajtimi termik Pjekja e furrës→ plakja me dridhje→ përpunimi i ashpër→ plakja me dridhje→ pjekja e furrës së nxehtë→ plakja me dridhje→ përfundimi, eliminoni plotësisht stresin negativ të pjesëve dhe mbani performancën e pjesëve të qëndrueshme. Shtrati fiks, shtyllat majtas dhe djathtas, porta dhe tavolina e punës lëvizin; Ka funksionet e bluarjes, gërvishtjes, shpimit, kundërmbytjes, trokitjes, etj. Metoda e ftohjes së mjetit është ftohja e jashtme. Vegla e makinës përmban 5 akse të furnizimit, të cilat mund të realizojnë lidhje me 4 boshte dhe veprim të vetëm me 5 boshte. Ka 2 koka elektrike. Aksi i veglës së makinës dhe koka e fuqisë janë paraqitur në figurën e mëposhtme.X


2.1.Struktura kryesore e pjesës së ushqimit të transmetimit boshtor
2.1.1.Boshti X:Tavolina e punës kthehet anash përgjatë shiritit udhëzues të shtratit të fiksuar.
X 1- ngasja e boshtit: Servo motori AC plus zvogëluesi planetar me precizion të lartë drejtohet nga vidha me top për të drejtuar lëvizjen e tavolinës së punës për të realizuar lëvizjen lineare të boshtit X
Forma e hekurudhës udhëzuese: vendosni dy shina udhëzuese lineare me saktësi të lartë.
2.1.2 Aksi Z1:Koka e fuqisë dhe një shalë janë instaluar vertikalisht në anën e përparme të kolonës dhe kthehen lart e poshtë përgjatë hekurudhës udhëzuese të kolonës.
Transmetimi me bosht Z1: Servo motori AC dhe rrota sinkron përdoren për të drejtuar vidën e topit për të drejtuar shalën për të realizuar lëvizjen lineare të boshtit Z
2.1.3 Aksi Z2:Koka e fuqisë dhe një shalë janë instaluar vertikalisht në anën e përparme të kolonës dhe kthehen lart e poshtë përgjatë hekurudhës udhëzuese të kolonës.
Transmetimi me bosht Z2: Servo motori AC dhe rrota sinkron përdoren për të drejtuar vidën e topit për të drejtuar shalën për të realizuar lëvizjen lineare të boshtit Z.
2.1.4 Boshti Y1:Shalja e kokës së energjisë është instaluar vertikalisht në anën e përparme të kolonës së djathtë dhe kthehet në anën e majtë dhe djathtas përgjatë hekurudhës udhëzuese të kolonës.
Transmetimi me bosht Y1: Servo motori AC plus zvogëluesi planetar me precizion të lartë përdoret për të shtyrë dashin të lëvizë nëpër vidhën e topit për të realizuar lëvizjen lineare të boshtit Y1-
2.1.5 Boshti Y2:Shalja e kokës së energjisë është e instaluar vertikalisht në anën e përparme të kolonës së djathtë dhe kthehet në anën e majtë dhe të djathtë përgjatë hekurudhës udhëzuese të kolonës.
Transmetimi me bosht Y2: Servo motori AC plus zvogëluesi planetar me precizion të lartë përdoret për të shtyrë dashin që të lëvizë përmes vidhos së topit për të realizuar lëvizjen lineare të boshtit Y2.
2.2.Drejtimi i lëvizjes së kokës së fuqisë së shpimit dhe bluarjes (përfshirë kokën e fuqisë 1 dhe 2) miraton një strukturë ram katror, metodën më të avancuar të hekurudhës udhëzuese të kombinuar me tela, hekurudha e fortë është e rrethuar nga një mbështetje e fortë, hekurudha udhëzuese lineare me 4 rul çiftet udhëzohen dhe disku përdor servo motorin AC Drejtoni rripin sinkron (i=2) dhe transmetimin me vidhos precize, koka e fuqisë miraton servo motorin për të ngadalësuar përmes rripit sinkron dhe rrotës sinkron, të udhëhequr nga saktësia e rëndë çiftin udhëzues të hekurudhës, dhe drejton vidën vertikale të topit të rrotullohet, duke realizuar kokën e fuqisë Kryeni lëvizjen vertikale lart e poshtë, dhe e pajisur me shiritin e balancimit të azotit për të zvogëluar kapacitetin mbajtës të kokës së makinës në vidë dhe servo motor. Motori i boshtit Z ka një funksion automatik të frenimit. Në rast të ndërprerjes së energjisë, frena automatike do të mbajë fort boshtin e motorit. , kështu që nuk mund të rrotullohet. Kur punoni, kur pjesa e shpimit nuk prek pjesën e punës, ajo do të ushqehet me shpejtësi; kur pjesa e stërvitjes prek pjesën e punës, ajo do të kalojë automatikisht në furnizimin e punës. Kur pjesa e shpimit depërton në pjesën e punës, ajo automatikisht do të kalojë në kthim të shpejtë prapa; kur fundi i pjesës së stërvitjes largohet nga pjesa e punës dhe arrin pozicionin e caktuar, tavolina e punës do të kalojë në pozicionin e vrimës tjetër për të realizuar qarkullimin automatik. Koka e fuqisë adopton kombinimin e telit dhe hekurudhës së fortë, e cila jo vetëm që siguron shpejtësinë e funksionimit të pajisjes, por gjithashtu rrit shumë ngurtësinë e pajisjes. Dhe mund të realizojë funksionet e shpimit të vrimave të verbër, bluarjes, zbërthimit, thyerjes së çipave, heqjes automatike të çipave, etj., gjë që përmirëson produktivitetin e punës.

(koka e majtë e fuqisë)
2.3. Heqja dhe ftohja e çipit
Në të dy anët poshtë tavolinës së punës ka transportues çipi me zinxhir spirale dhe të sheshtë të instaluar, dhe çipat mund të shkarkohen automatikisht në transportuesin e çipave në fund përmes dy fazave të pllakave spirale dhe zinxhirore për të realizuar prodhim të civilizuar. Ekziston një pompë ftohëse në rezervuarin e ftohësit të transportuesit të çipit, i cili mund të përdoret për ftohjen e jashtme të mjetit për të siguruar performancën e shpimit dhe jetëgjatësinë e shërbimit të shpimit, dhe ftohësi mund të riciklohet.
3.Sistemi i plotë i kontrollit numerik dixhital:
3.1.Me funksionin e thyerjes së çipit, koha e thyerjes së çipit dhe cikli i thyerjes së çipit mund të vendosen në ndërfaqen njeri-makinë.
3.2.Me funksionin e ngritjes së veglave, lartësia e ngritjes së veglave mund të vendoset në ndërfaqen njeri-makinë. Kur shpimi arrin këtë lartësi, pjesa e shpimit ngrihet shpejt në majë të pjesës së punës, dhe më pas patate të skuqura hidhen larg, dhe më pas përcillen shpejt në sipërfaqen e shpimit dhe shndërrohen automatikisht në punë.
3.3.Kutia e centralizuar e kontrollit të funksionimit dhe njësia e dorës miratojnë sistemin e kontrollit numerik dhe janë të pajisura me ndërfaqe USB dhe ekran LCD me kristal të lëngshëm. Për të lehtësuar programimin, ruajtjen, shfaqjen dhe komunikimin, ndërfaqja e funksionimit ka funksione të tilla si dialogu njeri-makinë, kompensimi i gabimeve dhe alarmi automatik.
3.4.Pajisja ka funksionin e shikimit paraprak dhe ri-inspektimit të pozicionit të vrimës përpara përpunimit, dhe funksionimi është shumë i përshtatshëm.
4. Lubrifikimi automatik
Çiftet e shiritave udhëzues linearë me precizion të makinerisë, çiftet e vidhave me top precize dhe çiftet e tjera të lëvizjes me precizion të lartë janë të pajisura me sisteme lubrifikimi automatik. Pompa lubrifikuese automatike nxjerr vaj nën presion dhe dhoma sasiore e vajit të lubrifikuesit hyn në vaj. Pasi dhoma e vajit të jetë mbushur me vaj, kur presioni i sistemit rritet në 1.4-1.75Mpa, ndërprerësi i presionit në sistem mbyllet, pompa ndalon dhe valvula e shkarkimit shkarkohet në të njëjtën kohë. Kur presioni i vajit në rrugë bie nën 0.2Mpa, lubrifikuesi sasior fillon të mbushë pikën e lubrifikimit dhe përfundon një mbushje me vaj. Për shkak të furnizimit të saktë të vajit të injektorit sasior të vajit dhe zbulimit të presionit të sistemit, furnizimi me vaj është i besueshëm, duke siguruar që të ketë një shtresë vaji në sipërfaqen e çdo çifti kinematik, duke reduktuar fërkimin dhe konsumin dhe duke parandaluar dëmtimin e struktura e brendshme e shkaktuar nga mbinxehja. , për të siguruar saktësinë dhe jetëgjatësinë e veglës së makinës. Krahasuar me çiftin e hekurudhës udhëzuese rrëshqitëse, çifti i shiritit udhëzues linear rrotullues i përdorur në këtë vegël makine ka një sërë përparësish:
①Ndjeshmëria e lëvizjes është e lartë, koeficienti i fërkimit të hekurudhës udhëzuese të rrotullimit është i vogël, vetëm 0,0025~0,01, dhe fuqia lëvizëse është reduktuar shumë, që është vetëm ekuivalente me 1/10 e makinerive të zakonshme.
② Dallimi midis fërkimit dinamik dhe statik është shumë i vogël, dhe performanca vijuese është e shkëlqyeshme, domethënë, intervali kohor midis sinjalit të drejtimit dhe veprimit mekanik është jashtëzakonisht i shkurtër, gjë që është e favorshme për të përmirësuar shpejtësinë e reagimit dhe ndjeshmërinë e sistemi i kontrollit numerik.
③Është i përshtatshëm për lëvizje lineare me shpejtësi të lartë dhe shpejtësia e tij e menjëhershme është rreth 10 herë më e lartë se ajo e shinave udhëzuese rrëshqitëse.
④ Mund të realizojë lëvizje pa boshllëqe dhe të përmirësojë ngurtësinë e lëvizjes së sistemit mekanik.
⑤Prodhuar nga prodhues profesionistë, ka saktësi të lartë, shkathtësi të mirë dhe mirëmbajtje të lehtë.

5. Mjedisi i përdorimit të makinës:
Furnizimi me energji elektrike: trefazor AC380V ± 10% , 50Hz ± 1 Temperatura e ambientit: 0 ° ~ 45 °
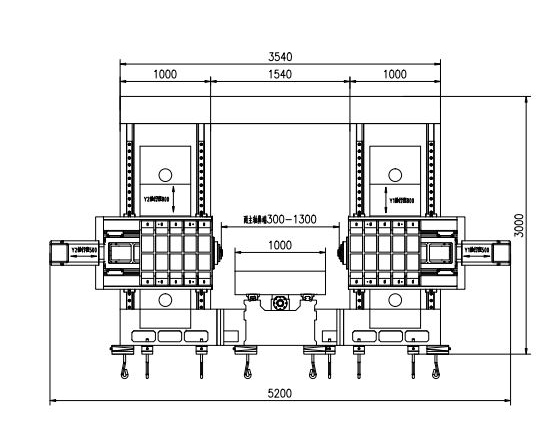
Pesë, parametrat kryesorë teknikë:


| model | BOSM4014 | |
| Madhësia maksimale e pjesës së përpunimit | Gjatësia × gjerësia × lartësia (mm) 4000 × 1600 × 1000 | |
| Ushqimi maksimal i dorezës | Gjerësia (mm) | 2300 |
| madhësia e tryezës së punës | Gjatësia X Gjerësia (mm) | 4000*1400 |
|
Kokë shpimi e tipit dash horizontal koka e fuqisë një dy
| Sasia (2) | 2 |
| Taper boshti | BT50 | |
| Diametri i shpimit (mm) | Φ2-Φ60 | |
| Diametri i goditjes (mm) | M3-M30 | |
| Diametri i diskut të prerësit të mullirit (mm) | 300 | |
| Shpejtësia e boshtit (r/min) | 30~6000 | |
| Fuqia e motorit të boshtit të servo (kw) | 37 | |
| Distanca e hundës së boshtit nga qendra e tryezës (mm) | 650-1150 | |
| Goditja majtas dhe djathtas i një dashi të vetëm (mm) | 500 | |
| Distanca midis qendrës së dashit dhe rrafshit të tabelës (mm) | 200-1400 | |
| Goditja lart e poshtë e dashit (mm) | 1200 | |
| Përsëritshmëria | 300mm*300mm | ±0.02 |
| Dimensionet e veglave të makinerisë | Gjatësia × gjerësia × lartësia (mm) | sipas vizatimeve |
| Pesha bruto (t) | (përafërsisht) 36 | |

Parametrat e mësipërm janë parametra të projektimit paraprak. Në dizajnin aktual, mund të ketë ndryshime sipas kërkesave të përpunimit të pjesës së punës dhe kërkesave të projektimit të veglës së makinës, në mënyrë që të plotësohen kërkesat e pjesëve përpunuese të kompanisë suaj.