Makinë bluarëse CNC GM5X-I me 5 boshte
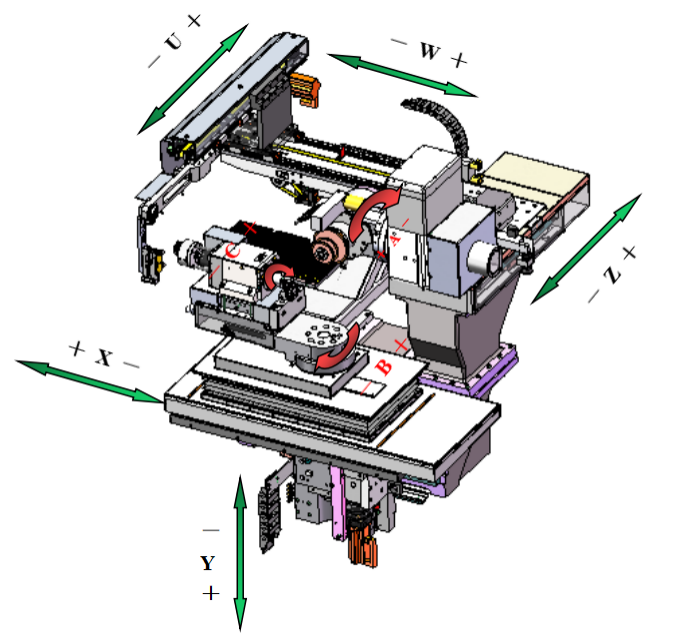
Diagrami i strukturës kryesore të makinës
Fusha e aplikimit
Kjo makinë prodhon prerëse fundore dhe stërvitje, të përshtatshme për përpunimin e materialeve të aliazhit të fortë dhe çelikut me shpejtësi të lartë.
Ciklet e prodhimit dhe ribluarjes së veglave
Mullinj standarde fundore: brazda, mbështetëse, mprehje me grabujë, mprehje të skajit të poshtëm, digjitalizim, ribluarje.
1. Specifikimet teknike
| № | përmbajtja | Kërkesa | Numri | Njësia |
| 1.1 | Dimensionet e pjesës së punës | |||
| 1.1.1 | Gjatësia e shtrëngimit | ≤ | 230 | mm |
| 1.1.2 | Diametri i shtrëngimit | ndërmjet | 2-20 | mm |
| 1.1.3 | Gjatësia e bluarjes | ≤ | 150 | mm |
| 1.1.4 | Diametri i bluarjes | ndërmjet | 0,3-12 | mm |
| 1.2 | Gishti i bluarjes | |||
| 1.2.1 | Lloji i makinës | E sakta | makinë direkte | - |
| 1.2.2 | Fuqia | fuqia e vlerësuar | 13.6 | kW |
| 1.2.3 | Ftohja | E sakta | Vaj i ftohur | - |
| 1.2.4 | Kontrolli i shpejtësisë së rrotës bluarëse | E sakta | Shpejtësi pa hap | - |
| 1.2.5 | Shpejtësia | ndërmjet | 0-10000 | rpm |
| 1.2.6 | Numri i kokave bluarëse të boshtit | E sakta | 2 | copë |
| 1.3 | Rrota bluarëse | |||
| 1.3.1 | Diametri | ≤ | 150 | mm |
| 1.3.2 | Numri maksimal i rrotave bluarëse për bosht | ≤ | 4 | copë |
| 1.3.3 | Diametri i boshtit të rrotave bluarëse | E sakta | 25 | mm |
| 1.3.4 | Furnizimi me ftohës i kontrolluar nga programi | E sakta | po | - |
| 1.3.5 | Numri i grykave të ftohësit | ≥ | 3 | copë |
| 1.4 | Sistemi i shtrëngimit të pjesëve të punës | |||
| 1.4.1 | Sistemi i shtrëngimit | E sakta | Hidraulike, automatike | - |
| 1.4.2 | Koletë shtrënguese | E sakta | SCHAUBLIN W20 | - |
| 1.4.3 | Lloji i makinës | E sakta | makinë direkte | - |
| 1.5 | Parametrat e boshtit | |||
| 1.5.1 | Lloji | E sakta | lineare | - |
| 1.5.2 | Udhëtimi në boshtin X | ≤ | 280 | mm |
| 1.5.3 | Udhëtimi me boshtin Z | ≤ | 130 | mm |
| 1.5.4 | Udhëtimi me boshtin Y | ≤ | 230 | mm |
| 1.5.5 | Rezolucioni i boshtit XYZ | E sakta | 0.0001 | mm |
| 1.5.6 | Shpejtësia e boshtit XYZ | ≤ | 10 | m/min |
| 1.5.7 | Udhëtimi në bosht A | ≤ | 360 | shkallë |
| 1.5.8 | Rezolucioni i boshtit A | E sakta | 0.0001 | shkallë |
| 1.5.9 | Shpejtësia e boshtit A | ≤ | 300 | rpm |
| 1.5.10 | Udhëtimi me bosht B | ± | 210 | gradë |
| 1.5.11 | Shpejtësia e boshtit B | ≤ | 12 | rpm |
| 1.6 | Sistemi i ngarkimit dhe shkarkimit | |||
| 1.6.1 | Sistemi i ngarkimit dhe shkarkimit | E sakta | Krahu robotik i tipit trus | - |
| 1.6.2 | Numri i tabakave | E sakta | 2 | copë |
| 1.6.3 | Diametri automatik i ngarkimit dhe shkarkimit të pjesës së punës | ndërmjet | 2-12 | mm |
| 1.6.4 | Gjatësia automatike e ngarkimit dhe shkarkimit të pjesës së punës | ≤ | 40-200 | mm |
| 1.6.5 | Numri maksimal i pjesëve të punës | ≤ | 300 | copë |
| 1.6.6 | Software | E sakta | po | - |
| 1.7 | Komponentë të tjerë | |||
| 1.7.1 | Aftësia për të zbuluar pjesët e punës në veglat e makinerive | E sakta | po | - |
| 1.7.2 | Sistemi i centralizuar i lubrifikimit automatik | E sakta | po |
|
| 1.7.3 | Llamba sinjalizuese me tre ngjyra | E sakta | po | - |
| 1.8 | Fakultative | |||
| 1.8.1 | Pajisje për ndarjen e mjegullës së vajit | E sakta | Fakultative | - |
| 1.9 | Kontrolli | |||
| 1.9.1 | Sistemi i kontrollit | E sakta | NUCN-IM8+ | - |
| 1.9.2 | Paneli i funksionimit | E sakta | Ekran me prekje | - |
| 1.9.3 | Aksi i kontrollit dixhital | E sakta | po | - |
| 1.9.4 | Ekran me ngjyra | E sakta | po | - |
| 1.9.5 | Madhësia e ekranit | E sakta | 19 | inç |
| 1.10 | Moduli i softuerit për bluarjen e veglave | |||
| 1.10.1 | Freza të thjeshta | E sakta | po | - |
| 1.10.2 | Stërvitje të thjeshta | E sakta | po | - |
| 1.10.3 | Sondoni mënyrën e zbulimit automatik | E sakta | po | - |
| 1.11 | Parametrat elektrikë të pajisjeve | |||
| 1.11.1 | Tensioni | E sakta | 380±10% | V |
| 1.11.2 | Frekuenca | E sakta | 50±10% | Hz |
| 1.11.3 | Fuqia | ≤ | 25 | KW |
| 1.12 | Dimensionet | |||
| 1.12.1 | Gjatësia | ≤ | 2000 | mm |
| 1.12.2 | Gjerësia | ≤ | 2800 | mm |
| 1.12.3 | Lartësia | ≤ | 2 200 | mm |
| 1.12.4 | Cilësia | ≤ | 4 750 | kg |
2. Lista standarde e konfigurimit
| № | përmbajtja | Model | Markë | Numri | ||
| 2.1 | vegël makine | |||||
| 2.1.1 | Konfigurimi i boshtit X | |||||
| 2.1.1.1 | - Shufra me vidë | Të personalizuara | NSK | 1 copë | ||
| 2.1.1.2 | - Hekurudhor | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SHNEBERGER | 2 copë | ||
| 2.1.2 | Konfigurimi i boshtit Y | |||||
| 2.1.2.1 | - Shufra me vidë | Të personalizuara | NSK | 1 copë | ||
| 2.1.2.2 | - Hekurudhor | 1×MR35-C2-600-20-20-G2-V2+MRK | SHNEBERGER | 2 copë | ||
| 2.1.3 | Konfigurimi i boshtit Z | |||||
| 2.1.3.1 | - Shufra me vidë | Të personalizuara | NSK | 1 copë | ||
| 2.1.3.2 | - Hekurudhor | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SHNEBERGER | 2 copë | ||
| 2.1.4 | Konfigurimi i boshtit A | |||||
| 2.1.4.1 | - Enkoder këndi | ECN113 | HEIDENHAIN | 1 copë | ||
| 2.1.4.2 | - Motori me lëvizje direkte | MSP-1000-2-002-158 | HIWIN | 1 copë | ||
| 2.1.5 | Tabela rrotulluese me aks B | Të personalizuara | GuTian | 1 copë | ||
| 2.1.6 | Bosht elektrik me magnet të përhershëm me dy kokë | Fuqia e vlerësuar 7.1 KW | Chuangyun | 1 copë | ||
| 2.1.7 | Manipulator me tre boshte | - | Chuangyun | 1 copë | ||
| 2.1.8 | Tabaka | 148-LP-D4 | Chuangyun | 2 copë | ||
| 2.1.9 | Tabaka | 148-LP-D6 | Chuangyun | 2 copë | ||
| 2.1.10 | Tabaka | 148-LP-D8 | Chuangyun | 2 copë | ||
| 2.1.11 | Nofulla shtrënguese | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 grup | ||
| 2.1.12 | Bllok V me saktësi të lartë | (3-5) | Chuangyun | 1 copë | ||
| 2.1.13 | Bllok V me saktësi të lartë | (5-7) | Chuangyun | 1 copë | ||
| 2.1.14 | Bllok V me saktësi të lartë | (6-12) | Chuangyun | 1 copë | ||
| 2.1.15 | Kolet | D4W20 (80-00004) | SCHAUBLIN | 1 copë | ||
| 2.1.16 | Sonda | TS150 | HEIDENHAIN | 1 copë | ||
| 2.1.17 | Shufra e rrotës bluarëse (e gjatë) | 119×∅31.75×∅96mm | Chuangyun | 1 copë | ||
| 2.1.18 | Shufra e rrotës bluarëse (e shkurtër) | 87×∅31.75×∅96mm | Chuangyun | 1 copë | ||
| 2.1.19 | Kondicioner | - | YUEDE | 1 copë | ||
| 2.1.20 | Llamba sinjalizuese me tre ngjyra | DC24V | Schneider | 1 copë | ||
| 2.1.21 | Metër rrjedhjeje | SI5000 | IFM | 1 copë | ||
| 2.1.22 | Drejtoni një furnizim specifik me energji elektrike | 15 KW | NEWCOM | 1 copë | ||
| 2.1.23 | Grupi i valvulave elektromagnetike | M4GE280R-CX-E20D-5-3 | SKK | 1 grup | ||
| 2.1.24 | Sistemi automatik i lubrifikimit me boshtin X, Y, Z | - | Tajvani | 1 grup | ||
| 2.2 | Konfigurimi i sistemit CNC | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Newcon | 1 copë | ||
| 2.2.2 | Filtri i fuqisë | AGOFIL024A | NUM | 1 copë | ||
| 2.2.3 | Filtri i fuqisë | AGOFIL001S | NUM | 1 copë | ||
| 2.2.4 | Rezistenca | AGORES008 | NUM | 1 copë | ||
| 2.2.5 | Furnizimi kryesor me energji elektrike i sistemit | MDLL3015N00AN0I | NUM | 1 copë | ||
| 2.2.6 | Shofer servo | MDLUX021B1CAN0I | NUM | 4 copë | ||
| 2.2.7 | Servo motori me bosht B | ZLS1002-H60-D3M1-NNSB-D16E40 | NUM | 1 copë | ||
| 2.2.8 | Motori me bosht A | MSP-1000-2-002-158 | NUM | 1 copë | ||
| 2.2.9 | Servo motori me bosht Y | ZLS1454-H30-DCM1-SNSB-D24E50 | NUM | 1 copë | ||
| 2.2.10 | Servo motori me bosht X/Z | ZLS1153-H30-D3M1-NNSB-D19E40 | NUM | 2 copë | ||
| 2.2.11 | Servo drejtuesi i aksit U/W | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 2 copë | ||
| 2.2.12 | Servo motori me bosht V | ZLS0754-H60-D2M1-SNSB-D14E30 | NUM | 1 copë | ||
| 2.2.13 | Bashkues | EX-1100 | Newcon | 1 copë | ||
| 2.2.14 | Input | EX-210H | Newcon | 2 copë | ||
| 2.2.15 | Prodhimi | EX-310H | Newcon | 2 copë | ||
| 2.2.16 | Moduli i hyrjes analoge | EX-4054 | Newcon | 1 copë | ||
| 2.2.17 | Terminator | EX-TRE01 | Newcon | 1 copë | ||
| 2.2.18 | Paneli i funksionimit | IMOP4106/H | Newcon | 1 copë | ||
| 2.2.19 | NCK | IM8+ | Newcon | 1 copë | ||
| 2.2.20 | NCK | IMSO100006 | Newcon | 1 copë | ||
| 2.2.21 | NCK | IMSO100008 | Newcon | 1 copë | ||
| 2.2.22 | NCK | IMSO100012 | Newcon | 1 copë | ||
| 2.2.23 | NCK | IMPA100586 | Newcon | 1 copë | ||
| 2.2.24 | NCK | IMSO100373 | Newcon | 1 copë | ||
| 2.2.25 | NCK | IMSO100375 | Newcon | 1 copë | ||
| 2.2.26 | NCK | IMSO100335 | Newcon | 1 copë | ||
| 2.2.27 | NCK | IMSO100519 | Newcon | 1 copë | ||
| 2.2.28 | NCK | IMSO100392 | Newcon | 1 copë | ||
| 2.2.29 | NCK | IMSO100331 | Newcon | 1 copë | ||
| 2.2.30 | NCK | IMSO100535 | Newcon | 1 copë | ||
| 2.2.31 | NCK | IMSO100520 | Newcon | 1 copë | ||
| 2.2.32 | NCK | IMSO100560 | Newcon | 1 copë | ||
| 2.3 | Konfigurimi standard i softuerit të bluarjes së veglave | |||||
| 2.3.1 | Frezë e thjeshtë | Chuangyun u zhvillua vetë | 1 copë | |||
| 2.3.2 | Stërvitje e thjeshtë | Chuangyun u zhvillua vetë | 1 copë | |||
| 2.3.3 | Kontrolli i përplasjes 3D me simulimin e makinës 3D | Chuangyun u zhvillua vetë | 1 copë | |||
| 2.3.4 | Simulimi i mjeteve 3D | Chuangyun u zhvillua vetë | 1 copë | |||
| 2.3.5 | Zbulimi automatik i sondës | Chuangyun u zhvillua vetë | 1 copë | |||