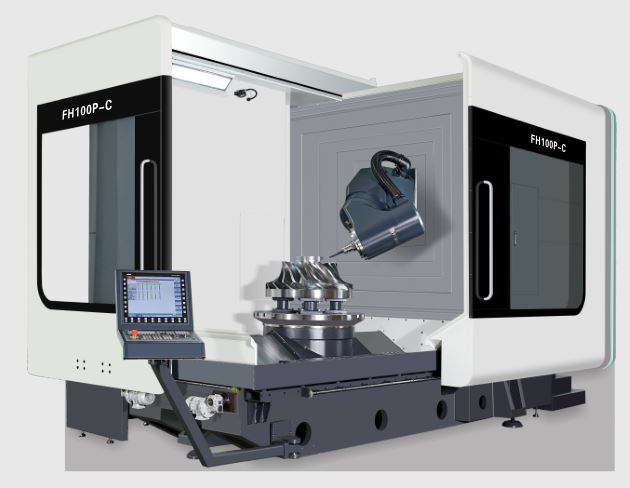
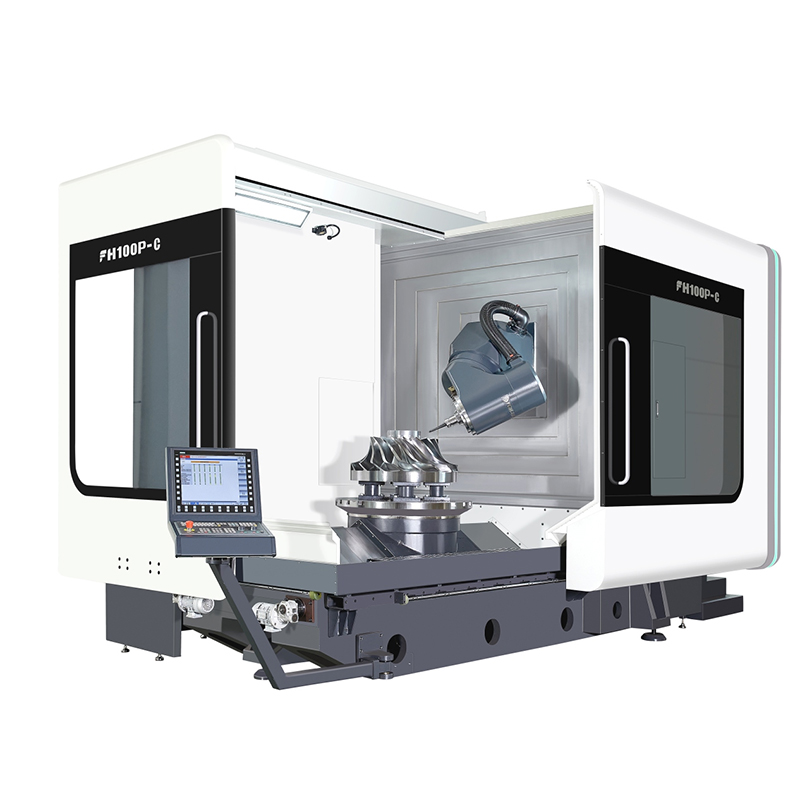
Kthim i njëkohshëm me frezim me 5 boshte 100P-C
Fusha e furnizimit
Tabela e funksioneve standarde të aksesorëve (ju lutemi referojuni funksionit të komandimit për pjesën e kontrollit elektrik)
1. Kontrollues Siemens 840DSL
2. Kreu i lëkundjes me shumë funksione me pesë boshte
3. Bosht elektrik DGZX-24012/34B2-KFHWVJS
4. Sistemi i ndërrimit automatik të mjeteve me revistë HSK-A100 me 40 vegla
5.X/Y/Z me vidhos me top ftohës të zbrazët
6. 7 rrëshqitje lineare me rul (3 për boshtin X, 2 për boshtin Y/Z) - BOSCH REXROTH
7. Vizitor optik me tre boshte plotesisht te mbyllura X/Y/Z
8. Pajisja e kontrollit të temperaturës së kutisë elektrike
9. Ftohës me gisht
10. Pajisja rrotulluese e çipave spirale dhe makina me çipa hekuri transportues të pasme me çipa hekuri
11. Uji nga qendra e boshtit, spërkatje unazore me ujë
12. Fryni ajrin në qendër të boshtit dhe fryni ajrin në unazë.
13. Gjysmëhëna me kokë me pesë boshte fryn ujë, dhe gjysmëhëna fryn ajër.
14. 1 lloj mbyllëse sigurie për dyert e punës së përparme dhe anësore
15. Pajisja ftohëse e qarkullimit të boshtit.
16. Llambë fluoreshente e papërshkueshme nga uji
17. Pajisja e stacionit hidraulik
18. Njësia e sondës me rreze infra të kuqe Renishaw OMP60
19. Renishaw Laser Tool Setter
20. Pajisja e centralizuar e lubrifikimit automatik të ushqimit
21. Ndërfaqja e armës së ujit dhe ajrit të pastrimit nga ana e funksionimit
22. Sistemi i ftohjes së lëngut prerës
23. Llamarina mbrojtëse e mbyllur plotësisht
24. Kutia e funksionimit
25. Kutia elektrike është e pajisur me kondicioner
26. Rrota dore elektronike Siemens
27. Ndërprerësi i lëshimit të veglës së boshtit me këmbë
28. Mbushjet e nivelit të themelit dhe bulonat e themelit
29. Mjetet e rregullimit dhe kutitë e veglave
30. Manuali Teknik
Parametri
| Artikulli | Uni | FH100P-C |
| Udhëtimi në boshtin X | mm | 1000 |
| Udhëtimi në boshtin Y | mm | 1150 |
| Udhëtimi në boshtin Z | mm | 1000 |
| Largësia nga hunda e gishtit deri te sipërfaqja e tryezës së punës | mm | 160-1160 |
| Kokë bluarjeje horizontale | mm | 30-1030 |
| Furnizimi/shpejtësia e lëvizjes së shpejtë | m/min | 40 |
| Forca e ushqimit | KN | 10 |
| Tabela rrotulluese (boshti C) | ||
| Madhësia e tryezës së punës | mm | Ø1050 |
| Ngarkesa maksimale e tavolinës (mulli) | kg | 4000 |
| Ngarkesa maksimale e tavolinës (kthimi) | kg | 3000 |
| Tabela rrotulluese | rpm | 45 |
| Tavolinë zgjimi me frezim/kthesë (frezimi dhe tornimi i përbërë) | rpm | 500 |
| Këndi minimal i ndarjes | ° | 0.001 |
| Çift rrotullues i vlerësuar | Nm | 1330 |
| Çift rrotullues maksimal | Nm | 2630 |
| Koka e frezimit me lëkundje CNC (boshti B) | ||
| Gama e lëkundjes (0=Vertical/180=Niveli) | ° | -15-180 |
| Lëvizja e shpejtë dhe shpejtësia e ushqyerjes | rpm | 103 |
| Këndi minimal i ndarjes | ° | 0.001 |
| Çift rrotullues i vlerësuar | Nm | 1050 |
| Çift rrotullues maksimal | Nm | 2130 |
| Boshti (kthimi dhe bluarja) | ||
| Shpejtësia e gishtit | rpm | 10000 |
| Fuqia e gishtit | Kw | 42/58 |
| Çift rrotullues gishti | Nm | 215/350 |
| Tapre gishtash |
| HSKA100 |
| Distanca nga qendra e boshtit në sipërfaqe udhëzuese e traut | mm | 1091.5 |
| Model | Njësia | FH100P-C |
| Revista e veglave | ||
| Ndërfaqja e veglave |
| HSKA100 |
| Kapaciteti i revistës së veglave | PC | 40 |
| Maksimumi.diametri/gjatësia/pesha e veglave |
| Ø135/300/12 |
| Ndërprerës i veglave (Vegla në) | S | 2 |
| Pajisja matëse | ||
| Sonda infra të kuqe | Rensishaw OMP60 | |
| Instrument për zbulimin e veglave në zonën e përpunimit të punës | Rensharrë NC4F230 | |
| Kapaciteti përpunues | ||
| Diametri maksimal i shpimit (çelik i mesëm) |
| Ø50 |
| Diametri maksimal i prerjes (çelik mesatar) |
| M40 |
| Diametri maksimal i bluarjes (çelik mesatar) |
| 250 |
| Saktësia (ISO230-2 dhe VDI3441) | ||
| Saktësia e pozicionimit X/Y/Z | mm | 0,006 |
| X/Y/Z Përsëriteni saktësinë e pozicionimit | mm | 0,004 |
| Saktësia e pozicionimit B/C |
| 8" |
| B/C Përsëriteni saktësinë e pozicionimit | 4" | |
| Sistemi i kontrollit |
| Siemens840D |
| Lartësia e makinës (makina e përgjithshme) | mm | 3650 |
| Zona e zënë për makinën kryesore (L*W) | mm | 5170x3340 |
| Zona e zënë për karikatorin e veglave (L*W) | mm | 1915x1400 |
| Zona e zënë për transportuesin e çipave (L*W) | mm | 3120x1065 |
| Zona e zënë për rezervuarin e ujit (L*W) | mm | 1785x1355 |
| Sipërfaqja e madhe totale e zënë për të kompletuar makinën (L*W) | mm | 6000x3750 |
| Pesha e makinës | Kg | 21000 |
Makinë CNCkontrollues
| Sistemi i kontrollit | Siemens 840DSL (motori dhe disku) | ||
| Numri i akseve të kontrollit | Frezim i njëkohshëm me 5 boshte me tornim të njëkohshëm (bosht NC + bosht, bosht BC) | ||
| Kontrolli i njëkohshëm i 5 akseve Frezim i njekohshem me tornim | boshti i pozicionimit | Standardi X, Y, Z, B, C | |
| interpolimi | vijë e drejtë | Akset X, Y, Z, B, C (X, Y, Z, B, C mund të kompensohen) | |
| hark | Akset X, Y, Z, B, C (X, Y, Z, B, C mund të kompensohen) | ||
| Njësia minimale e udhëzimit | 0,001 mi | ||
| njësia minimale e kontrollit | 0.1 nm | ||
| Ekrani | 19 LCD | ||
| Motorri | Aftësia e mbingarkesës së trefishtë me kodues absolut (pozicioni i koduesit nuk humbet kurrë) | ||
| Funksioni i komunikimit të jashtëm | Ndërfaqja Ethernet dhe RS232C | ||
| Mënyra e funksionimit | MDI, Auto, Manual, Rrota dore, Origjina (absolute), REPOS | ||
| në mënyrë programore | Redaktori i gjuhës ISO në internet | ||
| Kapaciteti maksimal i ruajtjes së programimit PLC | 2048 KB | ||
| Funksioni i interpolimit | Linjat e drejta, rrathët nëpër dhe përmes pikave qendrore, spirale, sipërfaqe të imta, cilësime të shpejtësisë së lartë, etj. | ||
| Numri i kompensimeve të veglave | 512 grupe | ||
| Zmadhimi i rrotave të dorës | 0,1/0,01/0,001mm | ||
| Vendosja dhe lëvizja minimale e njësive | 1um/X,Y,Z | ||
| kursimi i të dhënave | Të dhënat e kujtesës nuk do të humbasin kurrë kur fiket | ||
| norma e ushqimit | 0%-150% | ||
| Zmadhim i shpejtë përpara | 0%-100% | ||
| Ndërfaqja hyrëse dhe dalëse | Ndërfaqja Ethernet dhe RS232C, kartë CF, rezervë memorie USB | ||
| gjuha e shfaqjes | kineze dhe angleze | ||
Sasia standarde e konfigurimit
| No | Emri i aksesorit | njësi | Sasia |
| 1 | çelësi i kontrollit të këmbës | vendosur | 1 |
| 2 | Mekanizmi i shtrëngimit hidraulik | vendosur | 1 |
| 3 | Pajisja e centralizuar e lubrifikimit | vendosur | 1 |
| 4 | sistemi i ftohjes | vendosur | 1 |
| 5 | llambë pune | vendosur | 1 |
| 6 | Dritë me tre ngjyra | vendosur | 1 |
| 7 | urë horizontale | copë | 1 |
| 8 | Fiksimet e veglave të makinerisë | vendosur | 1 |
| 9 | Paketa standarde e mjeteve | vendosur | 1 |
| 10 | mbyllje dere sigurie | vendosur | 1 |
| 11 | komplet themeli | vendosur | 1 |
| 12 | Instaloni mjetin e rregullimit | vendosur | 1 |
| 13 | Prekja e ngurtë dhe pozicionimi i boshtit me shumë pika | vendosur | 1 |
| 14 | Transportues vidhos dhe makinë automatike për heqjen e çipave | vendosur | 1 |
| 15 | Sistemi standard hidraulik | vendosur | 1 |
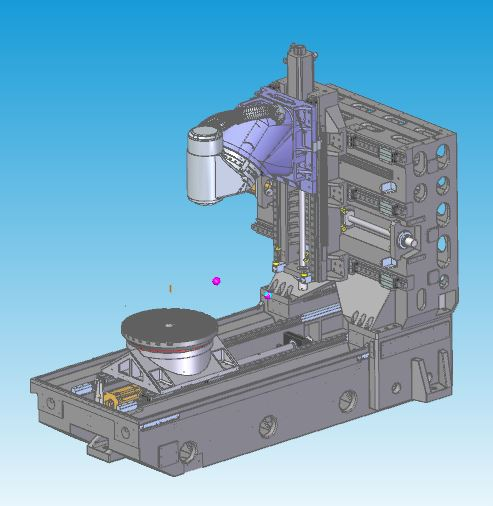
Karakteristikat e projektimit | Dizajni më i mirë i analizës së derdhjes së telave mekanike
Struktura e derdhjes termosimetrike e tipit të plotë të kutisë, duke përdorur gize të shkallës së lartë Meehanna
Kalitje dhe trajtim natyral i plakjes për të eliminuar stresin e brendshëm
Dridhja strukturore e frekuencës natyrore eliminon stresin e përpunimit të materialit
Dizajni i kolonës me ngurtësi të lartë me sipërfaqe të madhe me mur të plotë, duke përmirësuar në mënyrë efektive ngurtësinë dhe saktësinë statike dhe dinamike
Makinë me vidë ftohëse me tre boshte
Koka e frezimit me lëkundje CNC (boshti B)

Karakteristikat e projektimit
Zinxhiri i transmisionit zero të motorit DD të integruar pa dizajn të kundërt
Karakteristikat e përshpejtimit të lartë
Hapësira më e shkurtër midis pikës së hundës së mjetit të boshtit dhe pikës mbështetëse strukturore realizon ngurtësinë maksimale të prerjes
Kushinetat më të mëdha YRT rrisin ngurtësinë
E pajisur me sistemin e matjes së koduesit rrotullues me precizion të lartë HEIDENHAIN, kontroll plotësisht të mbyllur për të siguruar saktësinë më të mirë
Dizajni i sistemit të ftohjes me bosht dhe bosht B për të reduktuar transferimin e nxehtësisë
Tabela rrotulluese (boshti C)

Karakteristikat e projektimit
Zinxhiri i transmisionit zero të motorit DD të integruar pa dizajn të kundërt
Karakteristikat e reagimit të nxitimit dhe ngadalësimit të lartë
Kushinetat më të mëdha YRT rrisin ngurtësinë
Çift rrotullues, pozicionimi dhe përpunimi me vlerë të madhe rrotulluese, me pajisje për pozicionimin dhe shtrëngimin e tavolinës
Plotësoni dy nevojat e përpunimit të bluarjes dhe bluarjes, zvogëloni trajtimin e pjesës së punës dhe përmirësoni saktësinë e produktit
E pajisur me sistemin e matjes së koduesit rrotullues me precizion të lartë HEIDENHAIN, kontroll plotësisht të mbyllur për të siguruar saktësinë më të mirë
Dizajni i sistemit të ftohjes për të reduktuar transferimin e nxehtësisë
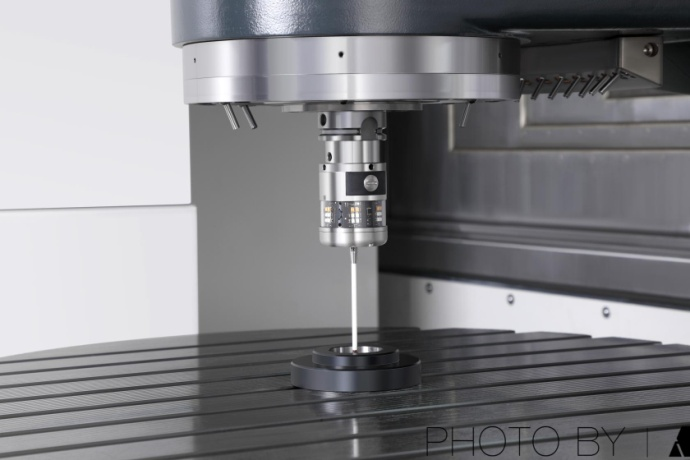
Vendosës mjetesh të ngritjes

Karakteristikat e projektimit
E pajisur me vendosës mjetesh lazer pa kontakt Ransishaw NC4F230 për saktësi më të lartë
Vendosja automatike e veglave në makinë, përditësimi automatik i kompensimit të veglave
Pajisja e vendosjes së veglave mund të ngrihet dhe ulet për të kursyer hapësirën e sipërfaqes së përpunimit
Dizajni i llamarinës plotësisht i mbyllur mbron vendosësin e veglave nga uji dhe derdhja e hekurit gjatë përpunimit
Sonda infra të kuqe
Karakteristikat e projektimit
E pajisur me sondë me prekje optike Ransishaw OMP60
Shtrirja dhe inspektimi i madhësisë së pjesës së punës në makinë, zvogëloni gabimet e inspektimit manual, përmirësoni saktësinë e produktit dhe efikasitetin e përpunimit
Kursime 90% në kohën e ndihmës në makinë