






E30 Makinë bluarëse cilindrike CNC për veglat prerëse

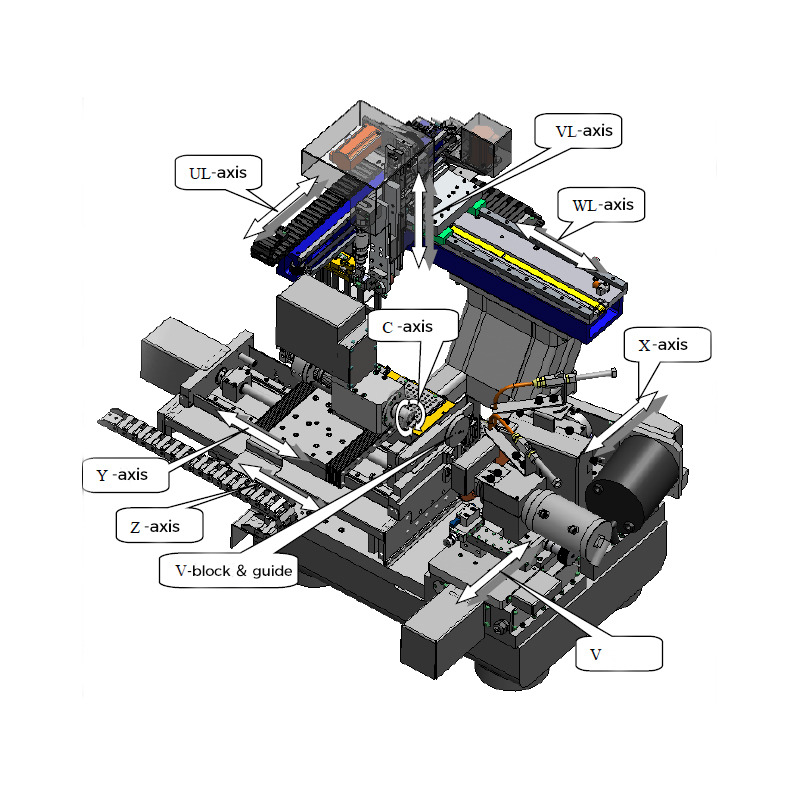
Diagrami i strukturës kryesore të makinës
Fusha e aplikimit
Gama e aplikimit: frezë, gërshërë, shpues dhe përpunim të ndryshëm të pjesëve me precizion të lartë.
Gama e përpunimit: diapazoni i diametrit të produkteve të përpunuara: Φ3~Φ20mm, diapazoni i gjatësisë së produkteve të përpunuara: 120mm (automatik), 330mm (manual).
Karakteristikat e përpunimit: bluarje e njëkohshme e rrotave të dyfishta bluarje të imët dhe të trashë, përpunim dhe formim një herë.
Prezantimi i makinës
1. Struktura e shtratit:
2. Fletë metalike e të gjithë makinës: e gjithë makina ka një strukturë plotësisht të mbyllur dhe korniza kryesore është e ndarë nga mbulesa e jashtme për të shmangur dridhjet
3. Sistemi i kontrollit: NEWCON
4. Parimi i shkurtimit:
• Boshti X (mekanizmi i rrotës së bluarjes së trashë): realizoni lëvizjen reciproke të rrotës së bluarjes së trashë në drejtimin e boshtit X;
• Aksi V (mekanizmi i rrotës së bluarjes së imët): realizoni lëvizjen reciproke të rrotës së bluarjes së imët në drejtimin e boshtit V;
• Aksi Y (mekanizmi i ushqimit të boshtit Y): realizoni lëvizjen reciproke të tavolinës së punës në drejtimin e boshtit Y;
• Aksi C (mekanizmi i rrotullimit të kokës së punës): realizoni lëvizjen rrotulluese të kokës së punës në drejtim të boshtit C:;
• Boshti UL, boshti VL dhe boshti WL (mekanizmi i zgjedhjes dhe vendosjes së manipuluesit): realizoni lëvizjen reciproke të manipuluesit në drejtimet horizontale dhe vertikale;
• Mbështetja e rrotës udhëzuese dhe e bllokut V: Ndihmës për përfundimin e përpunimit.
1. Pjesë lëvizëse: boshti X, boshti V, boshti Y, boshti WL, boshti UL, aksi VL, mekanizmi i rrotës udhëzuese, mekanizmi i krahut, mekanizmi i rregullimit të histerezës
2. Bosht i pjesës së punës: bosht i bërë vetë Chuangyun
3. Bosht bluarjeje: Motori Xiamen Tungsten
4. Lubrifikimi i të gjithë makinës: thithkat e vajit rezervohen për çdo aks dhe lubrifikohen rregullisht
5. Mënyra e të ushqyerit: ushqyerja me manipulator me tre boshte
Specifikimet teknike
| metoda e kontrollit | Butona të jashtëm, ekran me prekje | |
| Metoda e shfaqjes | Ekran me prekje, dritë paralajmëruese | |
| metoda e ftohjes | Ftohës vaji | |
| mënyra e transferimit | Hidraulik, pneumatik, servo motor | |
| furnizimi me energji elektrike | AC 3×380V,50Hz | |
| Fuqia totale maksimale | 25 KW | |
| Dimensionet | 2152×1838×2614 mm | |
| peshë bruto | 3050 kg | |
| Presioni i vajit të ftohjes | 0,6~0,8MPa | |
| presioni barometrik | Presioni total i rrugës: 5~6 Bar | |
| Presioni i ajrit në çak: 2~3 Bar | ||
| Presioni i ajrit të rrotës udhëzuese: 2~2,5 Bar | ||
| Presioni i rrugës së ajrit të kapëses: 1,5~4 Bar | ||
| Presioni i ajrit të krahut: 5~6 Bar | ||
| Presioni i ajrit të pastrimit të shkallës optike: 0,6~0,7Bar | ||
| Parametrat e manipuluesit | ||
| boshti UL | Udhëtoni | 450 mm |
| Përsëritshmëria | 0.02 mm | |
| Shpejtësia maksimale e funksionimit | 15000 mm/min | |
| Boshti VL | Udhëtoni | 100 mm |
| Përsëritshmëria | 0.02 mm | |
| Shpejtësia maksimale e funksionimit | 15000 mm/min | |
| boshti WL | Udhëtoni | 540 mm |
| Përsëritshmëria | 0.02 mm | |
| Shpejtësia maksimale e funksionimit | 15000 mm/min | |
| Parametri i boshtit të përpunimit | ||
| boshti Y | Udhëtoni | 350 mm |
| Saktësia minimale e rezolucionit | 0.0001 mm | |
| boshti X | Udhëtoni | 35 mm |
| Saktësia minimale e rezolucionit | 0.0001 mm | |
| Boshti V | Udhëtoni | 35 mm |
| Saktësia minimale e rezolucionit | 0.0001 mm | |
| Rrota udhëzuese | Saktësia e rrotullimit: | ≤0,010 mm |
| Koka e punës (boshti C) | Fuqia motorike | 1,57 kw |
| Shpejtësia e rrotullimit | ≤2000 rpm | |
| Saktësia e rrjedhjes | ≤0,002 mm | |
| rezolucioni minimal | 0.0001° | |
| Bosht i përafërt i rrotës bluarëse | Fuqia motorike | 8.5 KW |
| Shpejtësia e rrotullimit | ≤5000 rpm | |
| Saktësia e rrjedhjes | ≤0,002 mm | |
| ekuilibër dinamik | ≤G0.4 | |
| Boshti i rrotës me bluarje të imët | Fuqia motorike | 1.4 KW |
| Shpejtësia e rrotullimit | ≤7950 rpm | |
| Saktësia e rrjedhjes | ≤0,002 mm | |
| ekuilibër dinamik | ≤G0.4 | |
| Parametrat e bluarjes |
|
|
| Modeli Chuck | W20 | |
| Diametri i trashë i rrotës së bluarjes | Ø250 mm | |
| Diametri i rrotës së bluarjes së imët | Ø150 mm | |
| Diametri i boshtit të pjesës së punës | Ø3-Ø12mm (automatike) / Ø3-Ø20mm (manuale) | |
| Gama e bluarjes së pjesës së punës | Ø0,08 - Ø20mm | |
| gjatësia e pjesës së punës | 120 mm (automatike) / 350 mm (manuale) | |
| Gjatësia maksimale e përpunimit të pjesës së punës | 330 mm | |
| Përpunimi i rrjedhjes së diametrit të jashtëm | ≤0,003 mm | |
| Saktësia e përpunimit të gjatësisë | ±0.1 mm | |
| Saktësia e përpunimit të këndit | ≤0,3° | |
| Saktësia e pamjes | ≤Ra0.4 (përfundimi i bluarjes) | |
Lista standarde e konfigurimit
| 10 | Sistemi CNC | NEWC0N | 1 |
| 20 | servo motor | NEWC0N | 8 |
| 30 | Drejtuesi i serverit | NEWC0N | 4 |
| 40 | Paneli i funksionimit/rrota e dorës | NEWC0N | 1 |
| 50 | Moduli i kokës së punës me saktësi të lartë | GESAC | 1 |
| 60 | Bosht elektrik me precizion të lartë (1,4 KW) | GESAC | 1 |
| 70 | Motori me precizion të lartë (7.1 KW) | GESAC | 1 |
| 80 | Bosht mekanik me saktësi të lartë | GESAC | 1 |
| 90 | Hekurudha precize | Schneeberger | 10 |
| 100 | Mënyra lineare me rul të kryqëzuar me saktësi | Schneeberger | 4 |
| 110 | Vidë me top precize | NSK | 4 |
| 120 | Softueri simulues i funksionimit dhe përpunimit (ndryshimi standard i hapit, sferik, etj.) | GESAC | 1 |
| 130 | Inverter | GESAC | 1 |
| 140 | Inverter | GESAC | 1 |
| 150 | ekran me prekje | 19寸ELO | 1 |
| 160 | Pajisja e mbylljes së derës së sigurisë së veglave të makinerisë | Jinzhong | 1 |
| 170 | sensor | Baumer | 3 |
| 180 | sensori i rrjedhës | Yifumen | 1 |
| 190 | Komponentët elektrikë | Schneider | 1 |
| 200 | Komponentët pneumatikë | SKK | 1 |
| 210 | Tela dhe Kabllo | ComCab | 1 |
| 220 | Kondicioner me raft | GESAC | 1 |
| 230 | Rrota me presion precizioni Ø92x8 | GESAC | 1 |
| 240 | Rrota me presion precize Ø92x15 | GESAC | 1 |
| 250 | Chuck W20 D4 | GESAC | 1 |
| 260 | Tabaka standarde D4 | GESAC | 3 |
| 260 | Blloku V me përputhje me saktësi të lartë (3-6)*10 | GESAC | 1 |
| 280 | Fllanxha e rrotës bluarëse me precizion të lartë (lloji i ndryshimit të shpejtë) | GESAC | 2 |
| 290 | Komplet i plotë i gishtërinjve manipulues | GESAC | 1 |
Karakteristikat e makinës
Në zonën e përpunimit përdoren 7 akse CNC, 4 akse CNC, të cilat mund të realizojnë ngarkim dhe shkarkim automatik, prodhim pa pilot në grup
Saktësia dhe efikasiteti i përpunimit të veglave të makinerive
1. Rrjedhja radiale e pjesës së punës është brenda 0.003 mm;
2. Saktësia e madhësisë 2.0 kontrollohet brenda ±0.005 mm;
3. Rrumbullakësia e pjesës së punës është brenda 0.003 mm;
4. Vrazhdësia e sipërfaqes < Ra0.4;





